

ASTM A335 Chrome Moly Pipe
ASTM A335 Pipe (ASME S/A335, Chrome-Moly) is a seamless ferritic Alloy-Steel Pipe for high-temperature service.
EN 10216-2 16Mo3 is a chromium-molybdenum (Cr-Mo) alloy steel that is used for high temperature applications.

EN 10216-2 is a European standard that specifies the technical delivery conditions for seamless non-alloy and alloy steel tubes for pressure purposes with specified elevated temperature properties.
The tubes are used in oil refineries, steam pipelines, power plants, and other projects. They are also used in the automobile, architectural, and oil and gas industries.
The tubes are varnished to prevent rust. They are hot-rolled and have a round cross section. The surface treatment is black paint or oiled. The tubes have a minimum tensile strength of 450 MPa. The yield strength is at least 280 MPa, and the elongation is at least 22%.
The tubes are available in diameters ranging from 10.2–711 mm and wall thicknesses ranging from 1.6–100 mm. The lengths are 5.8 m, 6 m, 11.8 m, or random.
16Mo3 ASME plates are equivalent to ASTM A204 Grade B plates, EN 10028-2 15Mo3 plates, and BS 1501 243 B plates. These plates have similar chemical composition, mechanical properties, and high-temperature performance & are used interchangeably in various industrial applications.
EN10216-2 16Mo3 pipe ASTM equivalent is ASTM A335 Grade P1, also known as ASME SA335 Grade P1. The ASTM A335 Grade P1 pipe contains a bit higher molybdenum by mass and is also used in high temperature services.
16Mo3 is a EN10028 specified pressure vessel grade chrome molybdenum steel alloy for use in elevated working temperatures. The material is used as a weldable steel in the fabrication of industrial boilers and steel pressurised vessels found in the oil, gas and chemical industry.
This part of EN1026 specifies the technical delivery conditions in two test categories for seamless tubes for circular cross section, with specified elevated temperature properties, made of non-alloy and alloy steel.
DIN EN 10216-1
Seamless steel tubes for pressure purposes - Technical delivery conditions -Part 1: Non-alloy steel tubes with specified room temperature properties
Specifies the technical delivery conditions for two qualities, T1 and T2, of seamless tubes of circular cross section, with specified room temperature properties, made of non-alloy quality steel.
DIN EN 10216-2
Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 2: Non alloy and alloy steel tubes with specified elevated temperature properties; German version EN 10216-2:2002+A2:2007
The document specifies the technical delivery conditions in two test categories for seamless tubes of circular cross section, with specified elevated temperature properties, made of non-alloy and alloy steel.
DIN EN 10216-3
Seamless steel tubes for pressure purposes -Technical delivery conditions - Part 3: Alloy fine grain steel tubes
Specifies the technical delivery conditions in two categories for seamless tubes of circular cross section, made of weldable alloy fine grain steel
DIN EN 10216-4
Seamless steel tubes for pressure purposes - Technical delivery conditions -Part 4: Non-alloy and alloy steel tubes with specified low temperature properties
Specifies the technical delivery conditionsin two categories for seamless tubes of circular crossection, made with specified low temperature properties, made of non-alloy and alloy steel.
DIN EN 10216-5
Seamless steel tubes for pressure purposes - Technical delivery conditions-Part 5: Stainless steel tubes; German version EN 10216-5:2004, Corrigendum to DIN EN 10216-5:2004-11; German version EN 10216-5:2004/AC:2008
This Part of this European Standard specifies the technical delivery conditions in two test categories for seamless tubes of circular cross-section made of austenitic (including creep resisting steels) and austenitic-ferritic stainless steel which are applied for pressure and corrosion resisting purposes at room temperature, at low temperatures or at elevated temperatures. It is important that the purchaser, at the time of enquiry and order, takes in account the requirements of the relevant national legal regulations for the intended application.
Steel is common called carbon steel because of the mixture of carbon atoms with iron atoms. The added elements provide the steel with ductility and strength. During the smelting process, other elements, such as aluminum is added to the steel making it an alloy steel. Non-alloy steel has no elements added to the steel as it is smelted.
The manufacturing of steel is done by placing ore in a furnace a smelting the ore. The smelting process removes any impurities in the iron ore. Once the first smelting process is performed, the steel still has too much carbon content to become non-alloy steel. The smelting process is performed again and again until the carbon content in the ore falls below 1.5 percent of the total content.
The smelting process melts the iron ore. By melting the ore, the extraction of elements and impurities can be accomplished. The manufacturer only wants the iron and a small amount of carbon from the ore to make non-alloy steel. During the smelting process, elements get added to the ore such as cobalt, copper and aluminum, which makes the steel an alloy steel. Non-alloy steel has no other elements added to the iron and carbon during the smelting process.
The non-alloy steel must be tempered at a certain temperature because it does not use other elements to make it flexible and durable. Tempering non-alloy steel at a certain temperature make the steel more sensitive to cracking when being welded.
Non-alloy steel can be used for different applications. Steel bars used to strengthen concrete is a non-alloy steel. Wrought iron is another non-alloy steel because it has little to no carbon within the iron ore. The wrought iron is soft and easily workable into different shapes but has very little strength. Non-alloy steel is often used to make decorative metal gates and fences.

| Inspection and test type | Test frequency | Test category | ||
|---|---|---|---|---|
| Mandatory tests | Ladle analysis | One per ladle | 1 | 2 |
| Tensile testing in room temperature | One per every test pipe | X | X | |
| Flattening test for D<600mm and the ratio of D≤0.15 but T≤40mm or ring testing for D>150mm and T ≤40mm | X | X | ||
| Rolling test on a mandrel bar for D≤150mm and T≤10mm or ring testing for D≤114,3mm and T ≤12,5mm | X | X | ||
| Resilience testing at the temperature of 20 ºC | X | X | ||
| Tightness testing | Every pipe | X | X | |
| Dimensional testing | X | X | ||
| Visual inspection | X | X | ||
| NDT in order to identify longitudinal discontinuity | Every pipe | X | X | |
| Material identification for alloy steel | X | X | ||
| Optional tests | Final product analysis | One per ladle | X | X |
| Tensile testing at elevated temperature | One per ladle and for the same thermal processing conditions | X | X | |
| Resilience testing | One per every test pipe | X | X | |
| Resilience testing in the machine direction at the temperature of -10ºC for non-alloy steel grades | X | X | ||
| Wall thickness measurement at a distance from pipe ends | X | X | ||
| NDT in order to identify transverse discontinuity | Every pipe |
X | X | |
| NDT in order to identify delamination | X | X | ||
| EN 10216-2 Outside diameter and wall thickness tolerances | |||||
|---|---|---|---|---|---|
| Outside diameter D mm | Permissible deviations of outside diameter D |
Permissible deviations of wall thickness depending on the T/D ratio |
|||
| ≤0.025 | >0.025 ≤0.050 |
>0.050 ≤0.10 |
>0.10 | ||
| D≤219,1 | +\- 1% or =\- 0.5mm depending on which is greater | +\- 12,5% or 0.4 mm depending on which is greater | |||
| D>219,1 | =\- 20% | =\- 15% | =\- 12,5% | =\- 10% | |
For the outside diameter of D≥355,6 mm, local deviation outside of the upper deviation limit by further 5% of the wall thickness T is permitted
With years of expertise, we provide a diverse array of steel tube processing options. From sawing and machining tube blanks to intricate bending and upsetting operations, we actively assist you throughout your projects.
Our capabilities extend to eccentricity reduction and concentricity enhancement through turning and grinding. We excel in creating complex geometries using processes like rotary swaging and axial forming. Additionally, we offer property modifications via partial heat treatment, ensuring tailored solutions for your specific needs.











Alloy steel pipes are ideally suitable for chemical, petrochemicals, and other energy-related applications.
The alloy steel pipe adopts high quality carbon steel, alloy structural steel and stainless & heat resisting steel as raw material through hot rolling or cold drawn to be made.
Alloy steel can be used in process area where carbon steel has limitation such as
As an important element of steel products, alloy steel pipe can be divided into seamless steel pipe and welded steel pipe according to the manufacturing technique and tube billet shape.
Here you can see the common alloy steel grade that you will come across.
Why the application of alloy steel pipe is wider than others
There are many kinds of materials used for transport in industrial production. Specifically we will have more choices and it is not limited to the use of alloy steel pipe. But even in the face of more choices, many people tend to choose alloy steel pipe. People make their own choices will have their own reasons. This means the alloy steel pipe application has its own advantages. Compared with transmission lines made of other materials, after it meets the basic application requirements, its quantity is lighter. Then in the practical application of alloy steel pipe, it will have more advantages because of this. Besides its physical characteristic advantage, it also has economic advantages. The wide application of alloy steel pipe is with kinds of reasons. So in practical usage, we can exploit the advantages to the full, in this way can we get more profits in these applications of alloy steel pipe.
The transportation of kinds of gases or liquids in production needs to rely on alloy steel pipe. This shows that the actual role of alloy steel pipe application is important. High temperature resistant and low temperature resistant is the tolerance of temperature. In the practical application of alloy steel pipe, there will be many materials need to be transported. However their temperatures are not the same. So this can be the basic requirement to alloy steel pipe. It needs more corrosion resistance. Corrosion resistant material is the best material during transporting, because it is corrosion resistant. So it can be used in more occasions. And it is definitely very convenient for users.
Can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy steel pipe total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy steel pipe to provide a wider space for the development of the industry. The future needs of the average annual growth of China’s high-pressure alloy steel pipe long products up to 10-12%.
Alloy Steel pipe contains substantial quantities of elements other than carbon such as nickel, chromium, silicon, manganese, tungsten, molybdenum, vanadium and limited amounts of other commonly accepted elements such as manganese, sulfur, silicon, and phosphorous.
Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
The biggest advantages of alloy steel pipe can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy tube total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy tube to provide a wider space for the development of the industry. According to the Chinese Special Steel Association alloy pipe Branch Expert Group, the future needs of the average annual growth of China’s high-pressure alloy pipe long products up to 10-12%.
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test,no-destructive test, hydrostatic test.
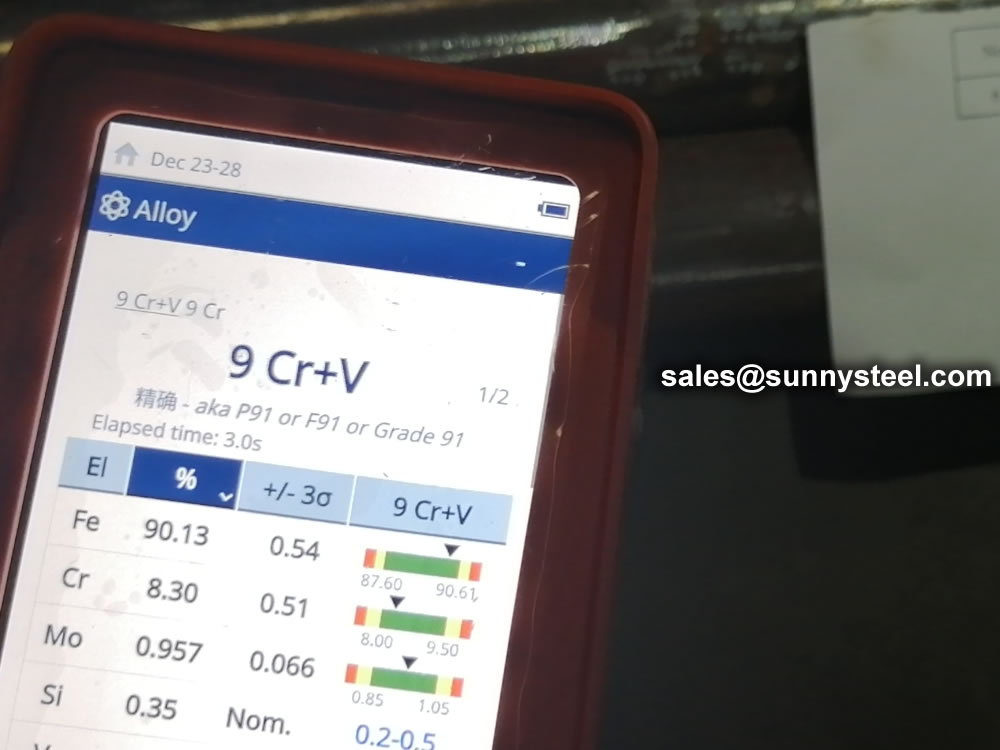
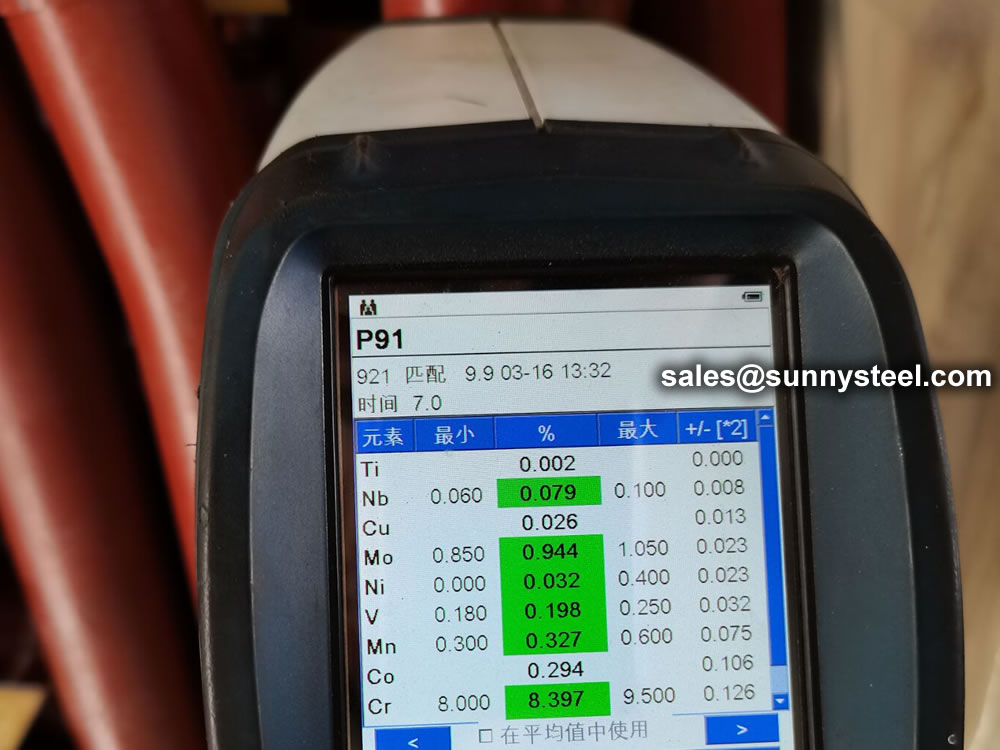
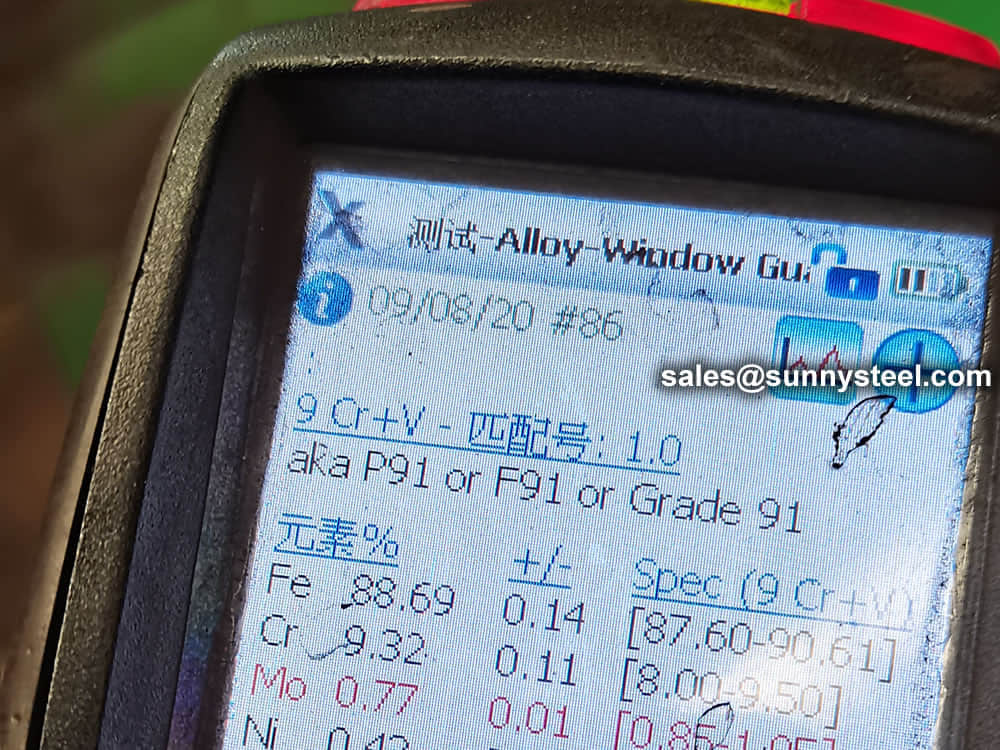
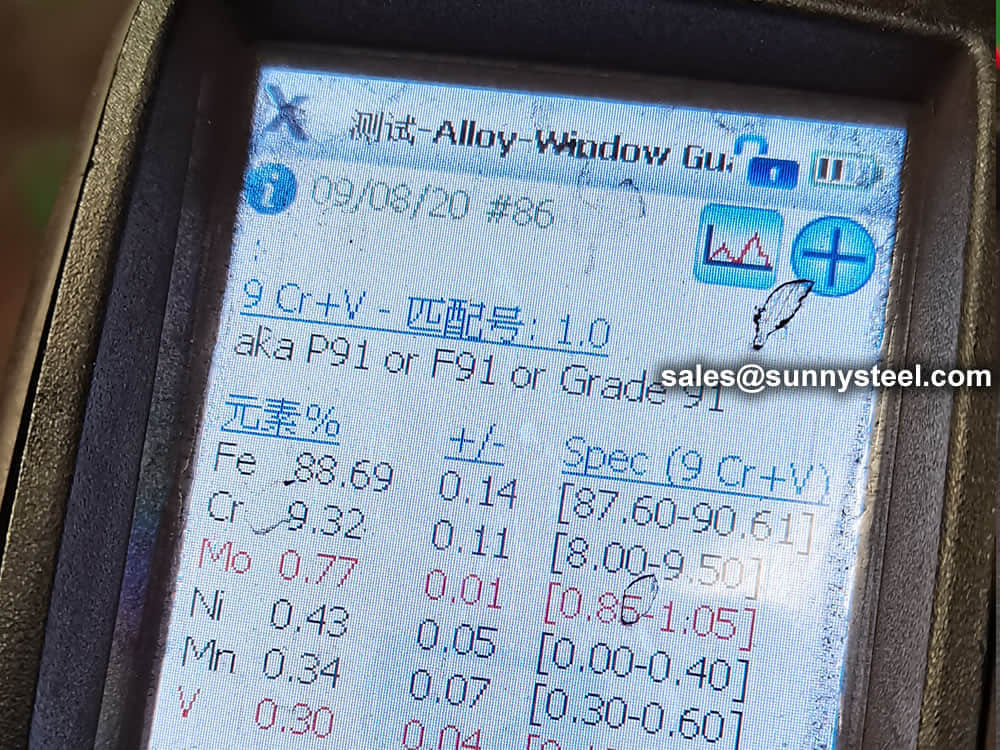
identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing) With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
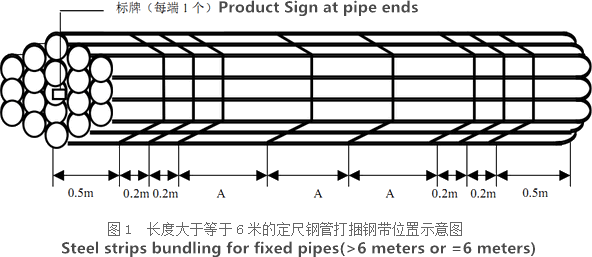
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for sea-worthly delivery or as requested.











There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work prevent rusting and Sea transportation security.
Our packing can meet any needs of the customers.

Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
Alloy steels are made by combining carbon steel with one or several alloying elements, such as manganese, silicon, nickel, titanium, copper, chromium and aluminum. These metals are added to produce specific properties that are not found in regular carbon steel. The elements are added in varying proportions (or combinations) making the material take on different aspects such as increased hardness, increased corrosion resistance, increased strength, improved formability (ductility); the weldability can also change.
Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.




