15CrMoG
High-quality 15CrMoG material, suitable for high-pressure environments.

GB 5310 25MnG is a low-alloy steel that is commonly used for making high-pressure seamless boiler tubes.
GB 5310 25MnG tubes are similar to 20MnG and other low-alloy steels used for boiler tubes, but with slightly different composition and mechanical properties.
25MnG high-pressure seamless boiler tubes have applications in power plant boilers, where they can be found in superheaters, reheaters, steam pipes, and other high-pressure components. The working pressure for the use of these tubes is typically above 9.8 MPa, and the working temperature is between 450℃ and 650℃.
Some of the key features of 25MnG high-pressure seamless boiler tubes include good strength and toughness, excellent dimensional accuracy, and high-temperature performance. They also have a low thermal expansion coefficient, which reduces thermal stress during operation, and good corrosion resistance to ensure their durability.
The production and use of 25MnG high-pressure seamless boiler tubes must comply with strict standards to guarantee safety and reliability in service. Different end types are available, such as plain end, beveled end, or threaded ends, and the tubes can come in various lengths, outer diameters, and wall thicknesses.
In summary, GB 5310 25MnG high-pressure seamless boiler tubes are another type of low-alloy steel that offers excellent mechanical properties and high-temperature strength. They are widely used in power plant boilers and their quality and performance are critical factors for ensuring reliable and safe operation.
(1)Steel smelting method
GB 5310 25MnG steel will be smelted by electric furnace plus furnace refining, oxygen converter plus furnace refining or electroslag remelting method.
(2)Manufacturing methods and requirements for tube blanks
The 25MnG tube blank can be produced by continuous casting, die casting or hot rolling (forging).
(3)Manufacturing method of steel tube
GB 5310 25MnG Steel tubes shall be manufactured by hot rolling (extrusion, expansion) or cold drawing (rolling).
GB 5310 20MnG is another low-alloy steel that is commonly used for making high-pressure seamless boiler tubes.
| Steel Grade | C | Si | Mn | S | P |
|---|---|---|---|---|---|
| 25MnG | 0.22-0.27 | 0.17-0.37 | 0.70-1.00 | 0.015 | 0.025 |
| Grade | Tensile strength | Yield point(Mpa) | Elongation(%) | Impact(J) |
|---|---|---|---|---|
| (Mpa) | not less than | not less than | not less than | |
| 25MnG | 485-640 | 275 | 20/18 | 40/27 |
GB 5310 25MnG is a low-alloy steel that is commonly used to manufacture high-pressure seamless boiler tubes. These tubes have applications in power plant boilers, where they are used for various components including:
The working pressure for the use of 25MnG high-pressure seamless boiler tubes is typically above 9.8 MPa, and the working temperature is between 450℃ and 650℃. The quality and performance of these tubes are critical for ensuring safety and reliability in power plant operations.
25MnG high-pressure seamless boiler tubes are essential components in power plant boilers, where they play a crucial role in facilitating the transfer of high-pressure steam throughout the system. These tubes offer excellent mechanical properties, durability, and resistance to corrosion and oxidation at high temperatures, making them suitable for use in harsh industrial environments.
GB 5310 25MnG is a low-alloy steel that is commonly used for producing high-pressure seamless boiler tubes. Some of the main features of 25MnG include:
In summary, 25MnG high-pressure seamless boiler tubes are known for their high strength, good toughness, corrosion resistance, low thermal expansion coefficient, high-temperature performance, and durability. These features make them suitable for use as critical components in power plant boilers, where safety and reliability are paramount.
GB 5310 is a standard for seamless tubes used in high-pressure steam boilers and pipelines. The main application for GB 5310 tubes is as high-pressure pipeline tubes in boiler projects. These tubes can be used for superheaters, reheaters, and windpipes.
The GB 5310 standard applies to tubes made from materials such as:
The long-term use temperature for GB 5310 20G seamless steel pipes used as headers and steam pipes is ≤ 425 ° C.
| Steel Grade | C | Si | Mn | S | P | Cr | Mo | V | Ti | B | W | Ni | Al | Nb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20G | 0.17-0.23 | 0.17-0.37 | 0.35-0.65 | 0.015 | 0.025 | ||||||||||
| 20 MnG | 0.17-0.24 | 0.17-0.37 | 0.70-1.00 | 0.015 | 0.025 | ||||||||||
| 25MnG | 0.22-0.27 | 0.17-0.37 | 0.70-1.00 | 0.015 | 0.025 | ||||||||||
| 15MoG | 0.12-0.20 | 0.17-0.37 | 0.40-0.80 | 0.015 | 0.025 | 0.25-0.35 | |||||||||
| 20MnG | 0.15-0.25 | 0.17-0.37 | 0.40-0.80 | 0.015 | 0.025 | 0.44-0.65 | |||||||||
| 12CrMoG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | 0.015 | 0.025 | 0.40-0.70 | 0.40-0.55 | ||||||||
| 15CrMoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.70 | 0.015 | 0.025 | 0.80-1.10 | 0.40-0.55 | ||||||||
| 12Cr2MoG | 0.08-0.15 | ≤0.60 | 0.40-0.60 | 0.015 | 0.025 | 2.00-2.50 | 0.90-1.13 | ||||||||
| 12Cr1MoVG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | 0.010 | 0.025 | 0.90-1.20 | 0.25-0.35 | 0.15-0.30 | |||||||
| 12Cr2MoWVTiB | 0.08-0.15 | 0.45-0.75 | 0.45-0.65 | 0.015 | 0.025 | 1.60-2.10 | 0.50-0.65 | 0.28-0.42 | 0.08-0.18 | 0.002-0.008 | 0.30-0.55 | ||||
| 10Cr9Mo1VNbN | 0.08-0.12 | 0.20-0.50 | 0.30-0.60 | 0.010 | 0.020 | 8.00-9.50 | 0.85-1.05 | 0.18-0.25 | ≤0.040 | ≤0.040 | 0.06-0.10 | 0.03-0.07 |
Manufacturing methods
Steel smelting method
High-quality carbon structural steel and alloy structural steel shall be smelted by electric furnace plus furnace refining, oxygen converter plus furnace refining or electroslag remelting method, and steel refined outside the furnace shall be subjected to vacuum degassing treatment.
10Cr9Mo1VNbN, 10Cr9MoW2VNbBN, 10Cr11MoW2VNbCu1BN, 11Cr9Mo1W1VNbBN and stainless (heat-resistant) steel should be smelted by electric furnace plus furnace refining or electroslag remelting. The steel refined outside the furnace should be vacuum degassed.
After consultation between the supplier and the buyer, and indicating in the contract, other higher-required smelting methods may be adopted. When the purchaser specifies a certain smelting method, it should be indicated in the contract.
Manufacturing methods and requirements for tube blanks
The tube blank can be produced by continuous casting, die casting or hot rolling (forging).
Continuous casting tube blanks shall comply with the provisions of YB/T 4149, in which the level of low-fold structural defects shall not exceed 1; the hot-rolled (forged) tube blanks shall comply with the provisions of YB/T ××××; It is carried out in accordance with the regulations for hot-rolled (forged) tube blanks.
Manufacturing method of steel pipe
Steel pipes shall be manufactured by hot rolling (extrusion, expansion) or cold drawing (rolling). Steel pipes of grade 08Cr18Ni11NbFG shall be manufactured by cold drawing (rolling) seamless method.
Delivery status
The steel pipe shall be delivered in a heat treated condition. The heat treatment system for steel pipes shall comply with the requirements of Table 4. The heat treatment system for steel pipes should be filled in the quality certificate.
| No. | Steel Pipe | Heat treatment |
|---|---|---|
| 1 | 12Ga、20Ga | 880 ℃~940 ℃,Normalizing |
| 2 | 20MnGa、25MnGa | 880 ℃~940 ℃,Normalizing |
| 3 | 15MoGa、20MoGa | 890 ℃~950 ℃,Normalizing |
| 4 | 12CrMoGa | 900 ℃~960 ℃,Normalizing;650 ℃~730 ℃,Tempering |
| 5 | 15CrMoGa | 900 ℃~960 ℃,Normalizing;660 ℃~730 ℃,Tempering |
| 6 | 12Cr2MoGa | 900 ℃~960 ℃,Normalizing;700 ℃~750 ℃,Tempering It can also be heated to 900 °C ~ 960 °C, and the furnace is cooled to 700 °C for more than 1 h, and air-cooled. |
| 7 | 12Cr1MoVGa | 980 ℃~1 020 ℃,Normalizing,980 °C ~ 1 020 °C normalizing, when the wall thickness is greater than 30 mm, forced cooling; 720 °C ~ 760 °C tempering. |
| 8 | 12Cr2MoWVTiB | 1 000 ℃~1 035 ℃,Normalizing;760 ℃~790 ℃,Tempering |
| 9 | 07Cr2MoW2VNbB | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 10 | 08Cr2Mo1W2VTiB | ≥980 ℃,Normalizing,≥730 ℃,Tempering |
| 11 | 12Cr3MoVSiTiB | 1 040 ℃~1 060 ℃,Normalizing;720 ℃~770 ℃,Tempering |
| 12 | 09Ni1MnMoNbCu | 880 ℃~980 ℃,Normalizing,580 ℃~680 ℃,Tempering |
| 13 | 10Cr9Mo1VNbN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 14 | 10Cr9MoW2VNbBN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 15 | 10Cr11MoW2VNbCu1BN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 16 | 11Cr9Mo1W1VNbBN | 1 040 ℃~1 080 ℃,Normalizing,740 ℃~780 ℃,Tempering |
| 17 | 15Cr18Ni9b | Solution treatment: solution temperature ≥1 040 °C. |
| 18 | 10Cr18Ni9NbCu3BNb | Solution treatment: solution temperature ≥ 1 100 °C. |
| 19 | 07Cr25Ni21NbNcd | Separate solution treatment: solution temperature ≥ 1 100 °C. |
| 20 | 08Cr18Ni11Nbbd | Solution treatment: solution temperature ≥1 040 °C. |
| 21 | 07Cr18Ni11Nbcd | Separate solution treatment: hot rolling (extrusion, expansion) steel tube solid solution temperature ≥ 1 050 °C, cold drawn (rolled) steel tube solid solution temperature ≥ 1100 °C. |
| 22 | 08Cr18Ni10NbFG | Softening heat treatment before cold working: softening heat treatment temperature should be at least 50 °C higher than solution heat treatment temperature; solution treatment after final cold working: solution temperature ≥1 180 °C |
| a. The finishing temperature of the hot-rolled steel pipe is at the critical temperature of the phase transition Ar3 to the upper limit of the temperature specified in the table, and when the steel pipe is air-cooled, the steel pipe is considered to be normalized. b. The finishing temperature of the hot-rolled steel pipe meets the solid solution temperature specified in the table. As an alternative to the solid solution treatment method, the steel pipe can be separately quenched by water or cooled by other fast enough methods. c, the solution treatment should be a separate heat treatment, and the heat treatment in the process is not allowed to replace the separate solution treatment. d. According to the requirements of the purchaser, the steel pipes of the grades 07Cr25Ni21NbN, 08Cr19Ni10Nb and 07Cr18Ni11Nb may be subjected to a stabilization heat treatment lower than the initial solution treatment temperature after the solution treatment, and the temperature of the stabilization heat treatment is negotiated between the supplier and the purchaser. |
||
| Grade | Tensile strength (Mpa) |
Yield point(Mpa) not less than |
Elongation(%) not less than |
Impact(J) not less than |
|---|---|---|---|---|
| 20G | 410-550 | 245 | 24/22 | 40/27 |
| 25MnG | 485-640 | 275 | 20/18 | 40/27 |
| 15MoG | 450-600 | 270 | 22/20 | 40/27 |
| 20MnG | 415-665 | 220 | 22/20 | 40/27 |
| 12CrMoG | 410-560 | 205 | 21/19 | 40/27 |
| 12Cr2MoG | 450-600 | 280 | 22/20 | 40/27 |
| 12Cr1MoVG | 470-640 | 255 | 21/19 | 40/27 |
| 12Cr2MoWVTiB | 540-735 | 345 | 18 | 40/27 |
| 10Cr9Mo1VNb | ≥585 | 415 | 20 | 40 |
| 1Cr18Ni9 | ≥520 | 206 | 35 | |
| 1Cr19Ni11Nb | ≥520 | 206 | 35 |

GB seamless steel pipes are available from various manufacturers and suppliers in China. They come in different sizes, grades, and surface finishes to meet specific project requirements.
According to incomplete statistics, there are more than 240 national standard steel pipe production enterprises and more than 250 seamless steel pipe units.
| Steel Grade | Chemistry Constitute | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Mo | P | S | Ti | Cu | |
| Q195 | 0.06-0.12 | ≤0.30 | 0.25-0.50 | ≤0.3 | ≤0.3 | - | ≤0.045 | ≤0.050 | - | ≤0.30 |
| Q235 | 0.14-0.22 | ≤0.30 | 0.30-0.65 | ≤0.3 | ≤0.3 | - | ≤0.045 | ≤0.050 | - | ≤0.30 |
| Q345B | ≤0.20 | ≤0.55 | 1.00-1.60 | - | - | - | ≤0.040 | ≤0.040 | - | - |
| 10# | 0.07-0.13 | 0.07-0.37 | 0.35-0.65 | ≤0.15 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| 20# | 0.17-0.23 | 0.07-0.37 | 0.35-0.65 | ≤0.25 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| 35# | 0.32-0.39 | 0.07-0.37 | 0.50-0.80 | ≤0.25 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| 45# | 0.42-0.50 | 0.07-0.37 | 0.50-0.80 | ≤0.25 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| 20Cr | 0.18-0.24 | 0.07-0.37 | 0.50-0.80 | 0.70-1.00 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 40Cr | 0.37-0.44 | 0.07-0.37 | 0.50-0.80 | 0.80-1.10 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 20CrMo | 0.17-0.24 | 0.07-0.37 | 0.40-0.70 | 0.80-1.10 | ≤0.3 | 0.15-0.25 | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 30CrMo | 0.26-0.34 | 0.07-0.37 | 0.40-0.70 | 0.80-1.10 | ≤0.3 | 0.15-0.25 | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 35CrMo | 0.32-0.40 | 0.07-0.37 | 0.40-0.70 | 0.80-1.10 | ≤0.3 | 0.15-0.25 | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 42CrMo | 0.38-0.45 | 0.07-0.37 | 0.50-0.80 | 0.90-1.20 | 1.00-1.40 | 0.15-0.25 | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 20CrMoTi | 0.17-0.23 | 0.07-0.37 | 0.40-0.70 | 0.45-0.75 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 35Mn2 | 0.32-0.39 | 0.07-0.37 | 1.40-1.80 | ≤0.3 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 40Mn2 | 0.37-0.44 | 0.07-0.37 | 1.40-1.80 | ≤0.3 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 35SiMn | 0.32-0.40 | 1.10-1.40 | 1.10-1.40 | ≤0.3 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.30 |
| 15Mn | 0.12-0.16 | 0.07-0.37 | 0.70-1.00 | ≤0.25 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| 20Mn | 0.17-0.23 | 0.07-0.37 | 0.70-1.00 | ≤0.25 | ≤0.3 | - | ≤0.035 | ≤0.035 | - | ≤0.25 |
| Deviation level | Standardized outer diameter tolerance |
|---|---|
| D1 | ±1.5%,min ±0.75 mm |
| D2 | ±1.0%。min ±0.50 mm |
| D3 | ±0.75%.min±0.30 mm |
| D4 | ±0.50%。min ±0.10 mm |
With years of expertise, we provide a diverse array of steel tube processing options. From sawing and machining tube blanks to intricate bending and upsetting operations, we actively assist you throughout your projects.
Our capabilities extend to eccentricity reduction and concentricity enhancement through turning and grinding. We excel in creating complex geometries using processes like rotary swaging and axial forming. Additionally, we offer property modifications via partial heat treatment, ensuring tailored solutions for your specific needs.











Alloy steel pipes are ideally suitable for chemical, petrochemicals, and other energy-related applications.
The alloy steel pipe adopts high quality carbon steel, alloy structural steel and stainless & heat resisting steel as raw material through hot rolling or cold drawn to be made.
Alloy steel can be used in process area where carbon steel has limitation such as
As an important element of steel products, alloy steel pipe can be divided into seamless steel pipe and welded steel pipe according to the manufacturing technique and tube billet shape.
Here you can see the common alloy steel grade that you will come across.
Why the application of alloy steel pipe is wider than others
There are many kinds of materials used for transport in industrial production. Specifically we will have more choices and it is not limited to the use of alloy steel pipe. But even in the face of more choices, many people tend to choose alloy steel pipe. People make their own choices will have their own reasons. This means the alloy steel pipe application has its own advantages. Compared with transmission lines made of other materials, after it meets the basic application requirements, its quantity is lighter. Then in the practical application of alloy steel pipe, it will have more advantages because of this. Besides its physical characteristic advantage, it also has economic advantages. The wide application of alloy steel pipe is with kinds of reasons. So in practical usage, we can exploit the advantages to the full, in this way can we get more profits in these applications of alloy steel pipe.
The transportation of kinds of gases or liquids in production needs to rely on alloy steel pipe. This shows that the actual role of alloy steel pipe application is important. High temperature resistant and low temperature resistant is the tolerance of temperature. In the practical application of alloy steel pipe, there will be many materials need to be transported. However their temperatures are not the same. So this can be the basic requirement to alloy steel pipe. It needs more corrosion resistance. Corrosion resistant material is the best material during transporting, because it is corrosion resistant. So it can be used in more occasions. And it is definitely very convenient for users.
Can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy steel pipe total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy steel pipe to provide a wider space for the development of the industry. The future needs of the average annual growth of China’s high-pressure alloy steel pipe long products up to 10-12%.
Alloy Steel pipe contains substantial quantities of elements other than carbon such as nickel, chromium, silicon, manganese, tungsten, molybdenum, vanadium and limited amounts of other commonly accepted elements such as manganese, sulfur, silicon, and phosphorous.
Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
The biggest advantages of alloy steel pipe can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy tube total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy tube to provide a wider space for the development of the industry. According to the Chinese Special Steel Association alloy pipe Branch Expert Group, the future needs of the average annual growth of China’s high-pressure alloy pipe long products up to 10-12%.
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test,no-destructive test, hydrostatic test.
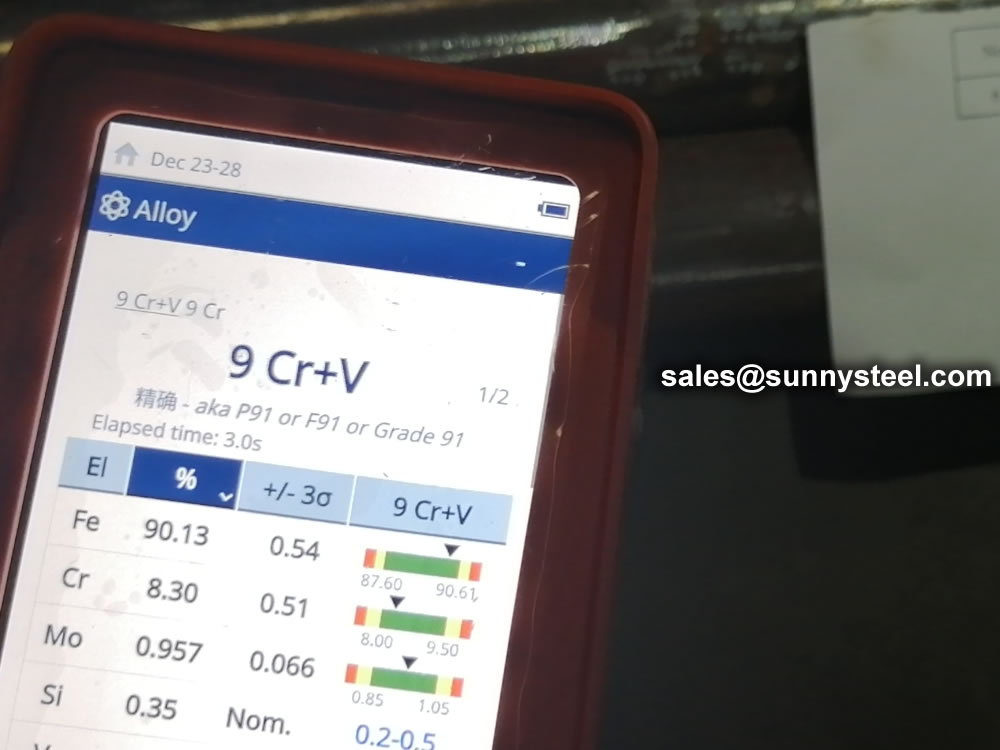
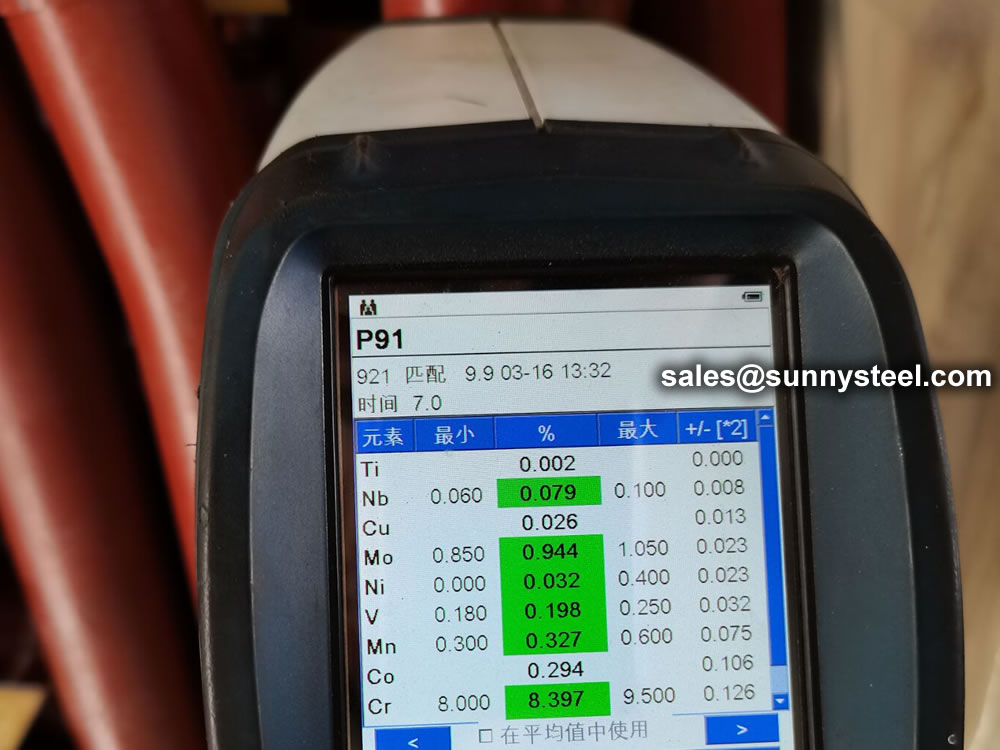
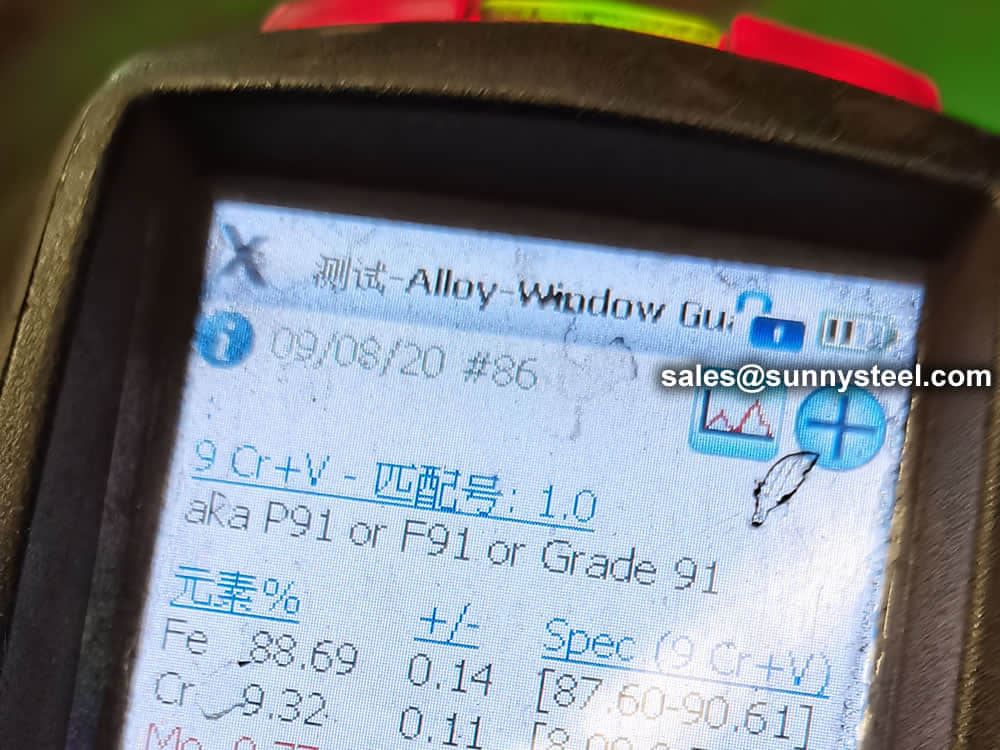
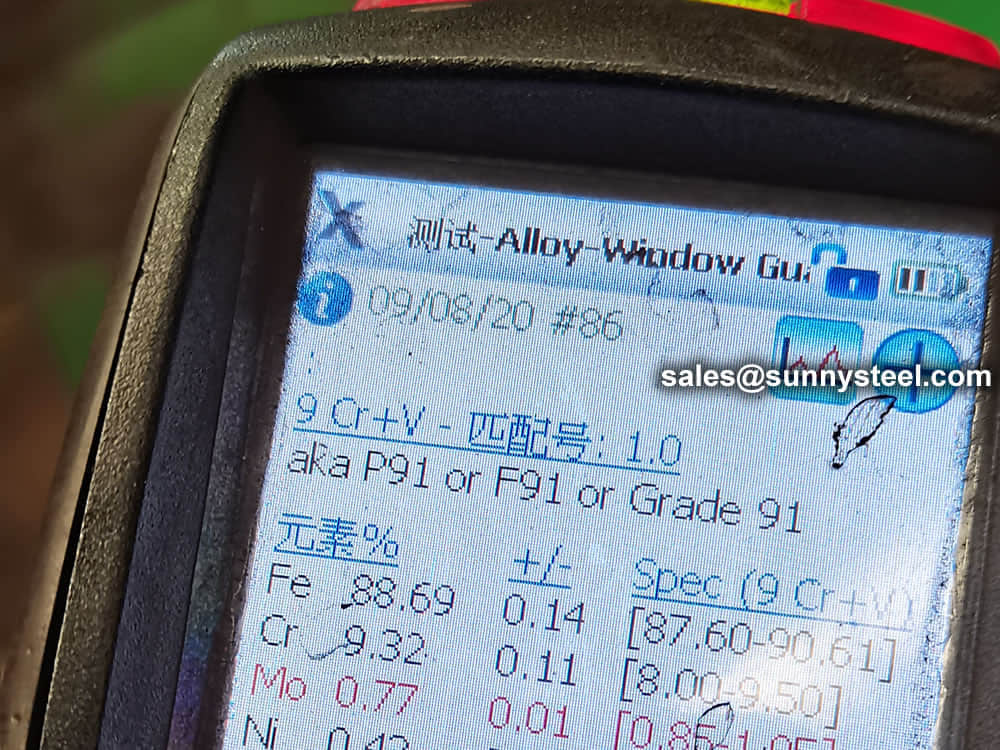
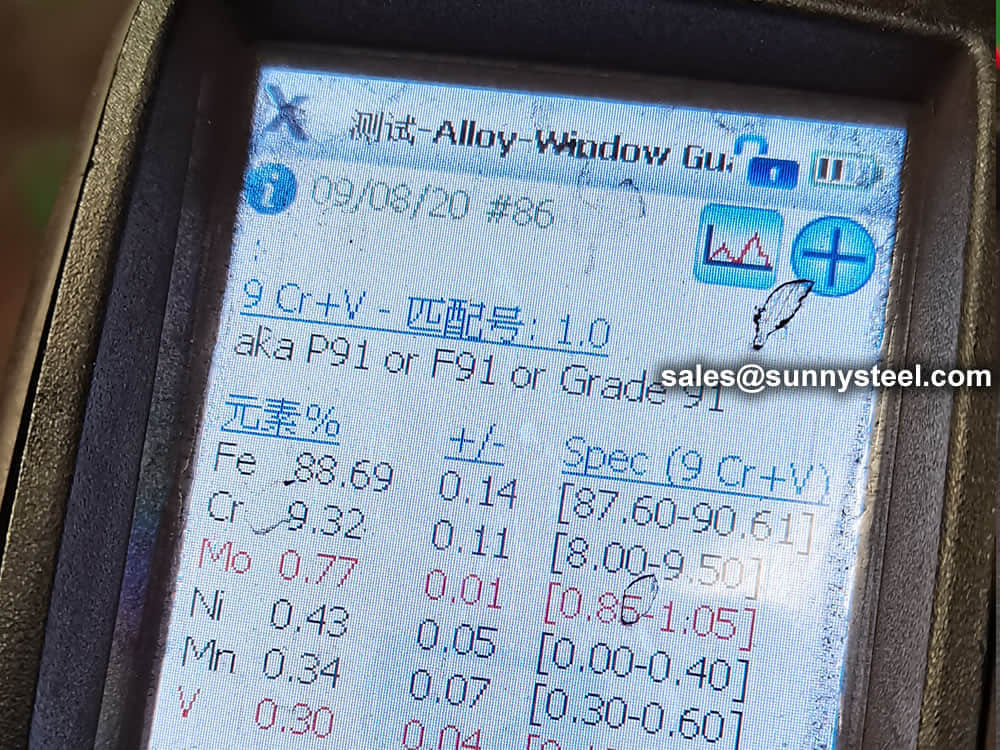
identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing) With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
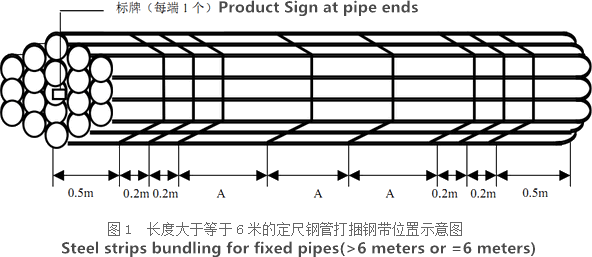
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for sea-worthly delivery or as requested.











There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work prevent rusting and Sea transportation security.
Our packing can meet any needs of the customers.

Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
Alloy steels are made by combining carbon steel with one or several alloying elements, such as manganese, silicon, nickel, titanium, copper, chromium and aluminum. These metals are added to produce specific properties that are not found in regular carbon steel. The elements are added in varying proportions (or combinations) making the material take on different aspects such as increased hardness, increased corrosion resistance, increased strength, improved formability (ductility); the weldability can also change.
Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.